


医药化工
乙醇回收
精馏-分子筛膜耦合技术
案例1:8000吨/年的精馏-分子筛膜耦合乙醇分离装置
用于合成药物依那普利过程中用于萃取或清洗药品的溶剂,该乙醇母液中含有醋酸、氯化钠、药物合成过程中的副产物与支链基团等,母液呈黄色,有恶臭味,电导率600~1000μs/cm,含水量约10wt.%,乙醇若要回用,需将含水量降至0.4wt.%以下且无色透明。原先业主使用乙二醇与醋酸钾做萃取剂,分别对两种母液进行萃取精馏回收,共需使用4只高度20~25m的精馏塔,使用该工艺虽然也可获得符合回收标准的乙醇,但存在能耗高,操作繁琐,开停车费时费力,长时间停车易堵塔、乙二醇需定期更换等问题。因此针对该项目采用精馏-分子筛膜耦合工艺技术,将该项目将酸碱中和装置、精馏脱水除盐装置与分子筛膜装备整合,一步完成脱除乙醇中无机酸、有机酸与水,并最终得到含水量≤0.4wt.%、无色透明符合企业回收使用标准的合格乙醇。
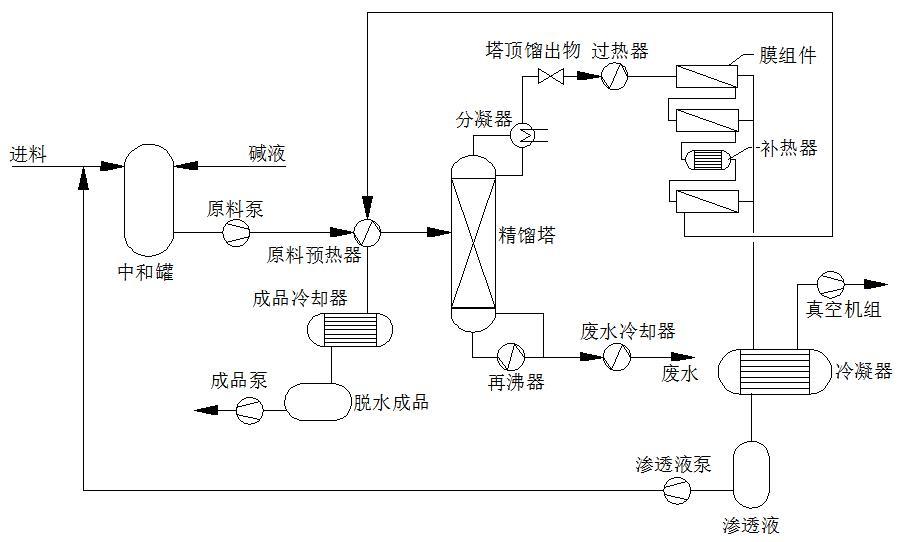
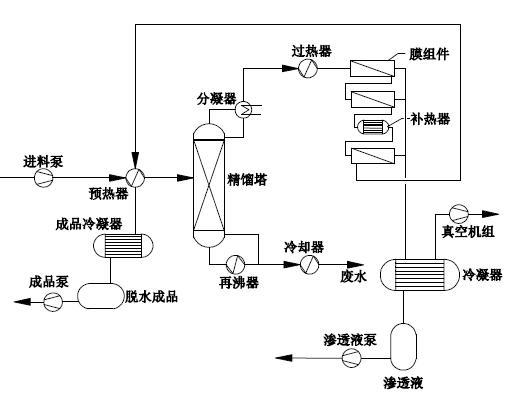
工艺流程
工艺对比
依那普利乙醇母液回收工艺对比
|
项目 |
萃取精馏 |
精馏-分子筛膜耦合 |
|
蒸汽( t/t原料) |
1.3 |
0.85 |
|
循环水(m3/t原料) |
60 |
45 |
|
低温水(m3/t原料) |
5 |
5 |
|
电(kwh/t原料) |
10 |
15 |
|
运行费用(元/t原料) |
282 |
194 |
|
收率 % |
85~93 |
≥97 |
|
最高操作压力(MPa(G)) |
0 |
0.2 |
|
所需蒸汽压力(MPa(G)) |
≥1(回收塔) |
≥0.4 |
|
精馏塔安装高度 (m) |
20~25 |
~12 |
|
操作人员 |
4-6人/班 |
1~2人/班 |
|
操作复杂度 |
复杂,需多人协调配合,开停车时间长,设备稳定需较长时间 |
简单,仅需1人即可完成开停车工作,设备短时间即可稳定 |
|
存在问题 |
长期运行会导致乙醇母液中高沸点杂质、盐混入乙二醇,乙二醇需定期处理或更换,设备长期停车后易堵塔,清洗繁琐 |
分子筛膜对原料性质指标把控严格,需人员高度重视与定期检测,否则膜管易损坏 |

依那普利乙醇母液回收精馏-分子筛膜耦合装置
乙腈回收
头孢曲松钠是瑞士 Roche 公司 1982 年上市的广谱长效抗菌素,其使用剂量小、毒副作用小,具有很大市场份额,是第三代具有广谱抗菌活性的头孢菌素。在实际生产中,由原料7-ACA制取头孢曲松钠粗品时,乙腈作反应用溶剂,反应结束后,产生的乙腈母液经过分离得到一定质量指标的回收乙腈再次作为反应溶剂循环使用。在生产过程中,乙腈不可避免地与水及其它杂质混在一起,产生乙腈废液。由于乙腈会与水会形成恒沸物(常压下乙腈-水恒沸物含水量约16 wt.%),采用常规精馏方法无法将乙腈废液直接分离精制成可再次使用的反应溶剂(溶剂乙腈含水量通常≤0.05wt.%)。而从此工艺路线来看,回收乙腈的质量对头孢曲松钠粗品的质量起着决定性的影响。
在回收乙腈传统工艺中,主要有以下四种分离精制工艺:变压精馏法、恒沸精馏法、盐析方法、脱水剂方法。这几种方法均使用粗蒸及精馏两个步骤,使用特殊的精馏方法进行分离处理,存在处理方法复杂、设备成本高以及分离效率低,能耗高、乙腈收率低等问题。
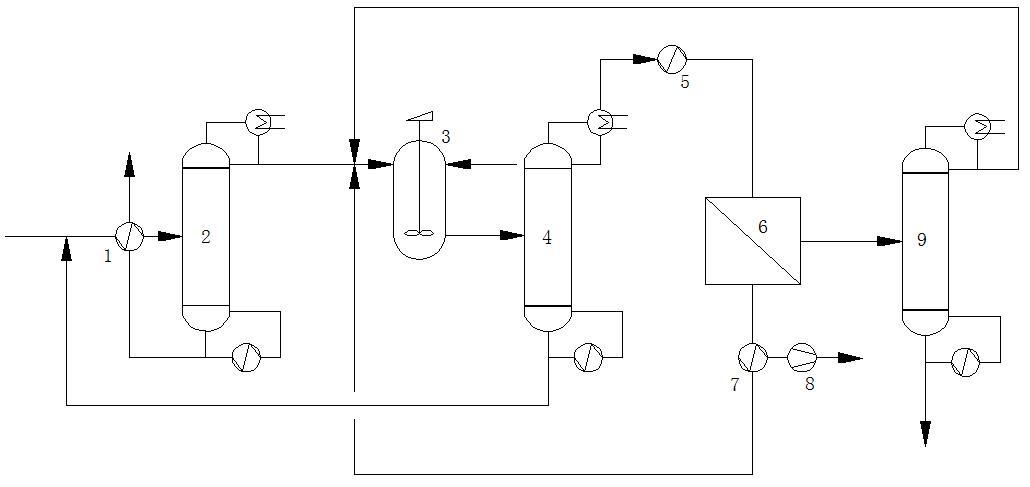
1是预热器,2是提浓塔,3是中和罐,4是除杂塔,5是过热器,6是渗透汽化分离机组,7是渗透液冷凝器,8是真空泵,9是精制塔。
将头孢曲松钠合成中的乙腈废液进入提浓塔,采用精馏方式脱除部分水与重组分;提浓后得到乙腈馏液送入中和罐调节酸碱度;将中和后的乙腈馏液送入除杂塔进一步除杂,乙腈馏液在除杂塔中脱除杂质后,进入渗透汽化膜分离机组,釜残液返回前级提浓塔回收其中的乙腈;经渗透汽化膜分离机组分离后得到粗品乙腈,料液侧溶液中的水以及少量乙腈以蒸汽形式透过渗透汽化膜得到渗透液,渗透液冷凝后返回中和罐后再次回收其中的乙腈;渗透汽化分离机组得到的粗品乙腈送入精制塔进行精制,得到成品乙腈,精制塔馏出的乙腈-水恒沸物返回至除杂塔回收其中的乙腈。
工程案例
异丙醇回收
A精馏-渗透汽化膜耦合技术
来自生产工艺的异丙醇料液,由进料泵输送,依次与膜成品蒸汽换热后进入精馏塔,塔内加压连续操作。经全回流稳定操作后,精馏塔塔顶采出含水量~12wt.%的异丙醇蒸汽,经分凝器部分冷凝后,流入回流罐内,再由回流泵输送至精馏塔顶部,部分未冷凝异丙醇蒸汽经过过热器过热后进入膜分离机组。膜分离机组由多个膜组件串联构成,原料中的水分和少量异丙醇经膜组件由膜上游侧渗透至膜下游侧,膜上游侧最后一级得到成品。膜下游侧采用抽真空加冷凝的方式以形成膜上下游两侧组分的蒸汽分压差。渗透液蒸汽在真空机组抽吸下进入冷凝器,冷凝后的渗透液送去废水处理。精馏塔釜废液经冷却器冷却后送去废水处理。

沈阳三九药业3000吨/年的精馏-分子筛膜耦合异丙醇分离装置
B吸附-渗透汽化膜耦合技术
张家港凯凌化工34400吨乙醇异丙醇脱水项目:该企业采用醋酸异丙酯与氢气作为原料,通过催化剂催化,实现醋酸异丙酯加氢反应生成乙醇与异丙醇,但在乙醇与异丙醇产物分离过程中,由于少量水分的存在导致分离过程变得复杂,因此必须将反应生产混合液脱除水分后才能进一步分离获得乙醇与异丙醇。原有工艺将反应液送去分子筛吸附工艺脱水得到无水乙醇异丙醇混合液,再进一步精制获得产品,但分子筛吸附工艺中,分子筛吸附饱和后需进行脱附,脱附产生的含水2~3%乙醇异丙醇混合液无法处理,且该含水混合液年产生量约34400吨,若无法有效回收,整个生产线的收率、经济效益以及环保压力都将受到严峻考验。为此该企业向江苏九天高科技股份有限公司订购一套处理量34400吨/年的乙醇异丙醇混合体系分子筛膜脱水装置,用于处理分子筛吸附装置产生的脱附液,将脱附液脱水至含水量0.3%后进入下一工序继续分离乙醇和异丙醇。

醋酸异丙酯加氢生产乙醇异丙醇过程分子筛吸附-分子筛膜耦合装置
采用该技术后,经计算,每吨产品较传统技术可节约蒸汽1.2吨,循环水90m3,同时显著降低人工与环保成本,每年新增效益900万元,极大地提高了企业在市场上的竞争力。







电话:400-102-3850(服务热线)
电话:025-68717780(人力资源)
电话:159 5100 0266 (营销中心)
传真:025-68717755
邮编:211800
网址:http://emotion.collagenstarboard.cn
地址:南京市浦口经济开发区步月路6号

扫一扫关注我们